
A extracção tem por objectivo fornecer instruções para auxiliar na correcta concepção de sistemas de extracção a instalar em moldes de injecção, optimizando o seu funcionamento.Aplica-se em projecto de moldes e na fase de concepção dos sistemas de extracção. Consiste num sistema que permite que a peça, depois de solidificada, deixe completamente o molde e caia livremente, sem qualquer contacto.
Na fase de análise da peça e de concepção do molde, é de prever que a peça ficará do lado da extracção.
Os diversos sistemas de extracção estão, normalmente, situados no lado móvel do molde.
 |
As chapas dos extractores são, normalmente, separadas por botões de encosto.
As chapas dos extractores são, normalmente, movidas pelos extractores da máquina de injecção (K.O.’s) e, a sua localização deve ser a mais próxima possível das guias das chapas extractoras.
Os extractores da máquina podem ser accionados hidraulicamente movendo as chapas dos extractores e de seguida, fazendo o seu retorno. Ou, podem estar fixos indo as chapas extractoras ao seu encontro quando o molde abre, realizando a extracção.
Existem outros métodos para mover as chapas extractoras:
- Por cilindros hidráulicos posicionados nas extremidades das chapas dos extractores.
Este método é muito usado quando o sistema de extracção está na mesma metade do molde onde está a injecção, ou quando a máquina de injecção não tem o curso da extracção necessário (peças muito altas). - Por correntes e/ou pernos roscados, também posicionados nas extremidades das chapas dos extractores. Este método também é utilizado para as 2 situações referidas no ponto acima.
Os extractores deverão ser colocados nas zonas das peças a moldar com maior espessura, onde ofereçam mais resistência à fractura, ou constituam melhor apoio à extracção. Deverão ser de diâmetro tão grande quanto possível e ter um comprimento de contacto com o furo não superior a 20 mm, existindo folga de, aproximadamente, 0,5 mm por lado nas restantes áreas.
 |
TIPOS DE EXTRACÇÃO
Extracção por Extractores à Junta de Peça
É o método mais comum, por ser simples e barato.
Para que a extracção seja bastante positiva, usar extractores com o maior diâmetro possível actuando nas faces das paredes laterais. Ou então, facejar os extractores até ao seu centro, para se conseguir uma maior área de contacto.
 |
Extracção por Extractor Tubular
É usada geralmente em bosses das peças a moldar ou em peças redondas de pequenos diâmetros. É um método muito positivo porque permite a extracção sem empenos.
 |
 |
|||
Extracção por Extractor Respigado
Quando o diâmetro na extremidade do extractor tem que ser muito pequeno, entre 1 a 2,5mm, para evitar que durante a acção de extracção empene, deve aquele diâmetro ser maior e situar-se tão perto quanto possível da sua extremidade.
Prioritariamente, devem actuar nos cruzamentos de nervuras.
 |
Extracção por Extractor Lâmina
São geralmente usados para extrair nervuras finas e altas no interior das peças e devem ser posicionados sempre que possível próximo de cruzamentos de nervuras.Neste tipo de extracção, a lâmina, normalmente, é limitada à espessura da nervura.
 |
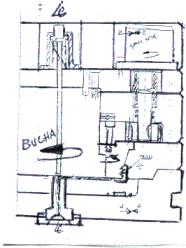
Extracção por Prato Extractor ou Barra Extractora
Este método de extracção é muito usado nos topos das peças com paredes verticais altas com pouca saída e onde nenhuma marca de extractor é aceite.
O material a moldar deve ter boa resistência mecânica para evitar que a acção da extracção não deforme a peça.
É necessário que actuem 0,2/0,25 afastado da face interior da peça, para que durante o curso da extracção, não deslizem ao longo da bucha.
 |
Extracção por Ar e Válvulas de Ar
É um método também bastante barato e eficiente, geralmente utilizado em peças fundas de materiais frágeis (Polisterenos, Polietilenos e Polipropilenos) com saídas laterais não superiores a 2º30′ nas peças sem aberturas na face onde as válvulas actuam, porque o ar escaparia.
Este método além de fornecer uma extracção bastante positiva, também tem a vantagem de anular o vácuo produzido pela desmoldagem da peça.
O retorno da válvula à posição inicial é geralmente efectuado pela acção de uma mola, acopolada à mesma.
 |
|
 |
|||
Extracção por barras ou Extractores com grande diâmetro e ar, actuando na Base da peça
Tratando-se dos mesmos materiais frágeis, PS, PEAD/PEBD e PP, e se as peças forem fundas, com ângulos de saída superiores a 2º30′ ou com aberturas laterais, não é aconselhável a extracção só por válvulas de ar, porque ele se escaparia não extraindo a peça.
O método mais aconselhável é por barras extractoras com perfil adaptado à base da peça, movidas pelo sistema de extracção da máquina, recebendo na sua periferia ar, no momento que começam a extrair.Ou, extractores de grande diâmetro (1 ou 2) movidos a ar ou óleo, conforme a pressão for menor ou maior para se realizar a extracção.
Estes extractores também têm que receber ar na sua periferia, para ajudarem a extracção e eliminar o vácuo.
 |
|
 |
|||
Extracção por Deslocamento das Buchas do Molde
Em peças redondas com diâmetros interiores uniformes e com aberturas nas duas extremidades, ou só uma, é aconselhável, moldar as referidas peças na horizontal e extrai-las por deslocamento das buchas através de cilindros, quando as peças já se encontrarem afastadas das zonas moldantes das cavidades e bucha.
|
Extracção por Balancés
É o método utilizado por extractores angulares para tornar possível a extracção de zonas negativas das peças plásticas.
Quando as chapas extractoras se movem, originam que eles exerçam 2 funções:
- Extrair peças
- Afastar o aço das zonas negativas
 |
Extracção por Buchas Flexíveis
É o método utilizado quando as zonas negativas no interior das peças a moldar são muito pequenas, não havendo espaço para a utilização de balancés, por elastecidade destas buchas o aço negativo afasta-se.
 |
Dupla Extracção
Este tipo de extracção que actua por duas ou mais etapas é utilizado quando no interior das peças plásticas existem grandes prisões (nervuras muito altas, ou formas tipo caixas) que, por acção de extractores não é possível extrair.
|
Extracção de Peças Roscadas Redondas
As peças com rosca no seu interior podem ser extraídas por dois ou mais métodos:
- Se o filete da rosca tiver suficiente resistência mecânica, a sua extracção pode ser feita em simultâneo com o seu desenroscamento utilizando cilindros para mover as chapas extractoras ou por pernos que, recebendo movimento através das barras cónicas acopladas na cremalheira que faz rodar as buchas moldantes, fazem mover os pratos ou aros extractores.
- Se o filete da rosca não tiver boa resistência mecânica, caso das “roscas finas”, nunca serão utilizados cilindros para mover os pratos ou aros extractores, mas sim extracção:
- Automática pelo próprio desenroscamento;
- Por pernos/barras cónicas como acima.
 |
 |
|||