
Um canal aquecido pode ser definido tendo em consideração vários htmectos. Podemos considerar de forma simplificada que um canal aquecido “é o prolongamento da unidade de injecção com condições de processamento controladas até à(s) cavidade(s)”.Embora existam muitos factores que possam contribuir para possíveis classificações deste tipo de moldes, optámos por agrupá-los em função do tipo de entrada. Os métodos usualmente utilizados, são os seguintes:
1 – ENTRADA CENTRAL EM MOLDES DE UMA OU MAIS CAVIDADES
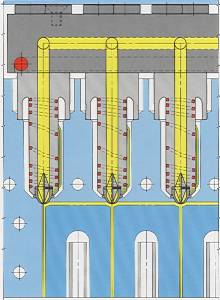
Extensão do bico aquecido do cilindro de injecção através da ferramenta, até que esteja em contacto directo com a cavidade do molde. Este sistema resulta da substituição do injector convencional por um injector aquecido, permitindo um fácil controlo da temperatura e menores quedas de pressão. No caso de ferramentas de cavidades múltiplas, vários bicos aquecidos podem ser tomados a partir de um distribuidor com aquecimento próprio, tendo cada bico, comunicação directa com cada uma das cavidades, conforme figura 3.
 |
|
| Figura 3 | Entrada Central |
2 – CAVIDADE COM VÁRIAS ENTRADAS
Para peças com grande relação comprimento de fluxo/ espessura, relativamente à matéria prima a processar, são utilizadas várias entradas por forma a permitirem paredes menos espessas e um enchimento mais uniforme, necessitando de menor pressão de injecção e consequentemente menor força de fecho e menores tensões internas, figura 4.
 |
|
| Figura 4 | Entrada múltipla para uma só Cavidade |
3 – ENTRADA LATERAL PARA MOLDES MULTICAVIDADES
Se o ponto de injecção da peça tiver que ser colocado lateralmente, por força das especificações, em moldes com várias cavidades, podemos recorrer ao uso de distribuidores e bicos de injecção com injecção lateral ou ainda, utilizando bicos com injecção lateral como o indicado na figura 5.
 |
|
| Figura 5 | Entrada Lateral para Multicavidades |
4 – ENTRADA LATERAL PARA MOLDES DE UMA SÓ CAVIDADE
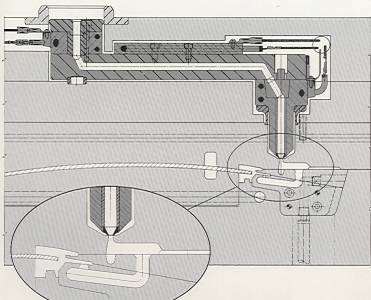
Este tipo de entrada utiliza-se normalmente quando o molde só permite uma cavidade e devido às especificações é inaceitável a existência de marcas de entrada ou, ainda, quando se pretende uma dada orientação de fluxo por exigência de resistência mecânica da peça, figura 6.
 |
|
| Figura 6 | Molde com Injecção Lateral |
5 – ENTRADAS PARA MOLDES COM DUAS LINHAS DE JUNTA
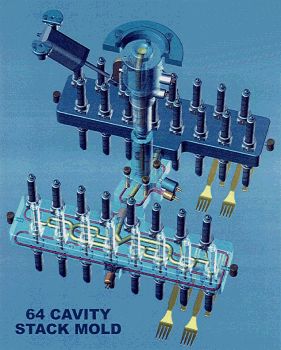
Quando se pretende uma produção de grande quantidade de peças ou a rentabilização da máquina de injecção, no caso de peças de pequenas dimensões, podemos recorrer a moldes especiais com cavidades em mais que um plano de moldação, designados moldes tipo “Sandwish”, figura 7.
  |
|
| Moldes tipo “Sandwish” | |