
16.Gating & Runner System
1.The runner system used for guiding molten resin injecting from the nozzle of injection molding machine into mold cavity . This system consists of sprue, main runner, sub runner and gate. The runner & gate system have substantial effects on quality, precision, appearance and molding cycle.
2.Sprue is the filling port of molten resin, usually has a 2° ~ 4° taper in order to detach from the machine nozzle.
3.Main runner and branch runner is the passage between sprue and gate,where the most heat & pressure loss occured.
4.Gate is the entrance of molten resin enters mold cavity. gate is of one the main reason of part defects:

5.The preferred cross section of runner:
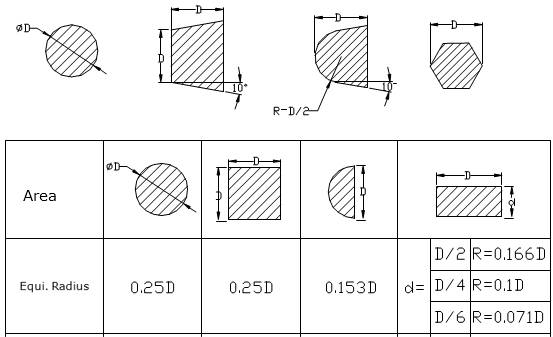
6.How to decide runner diameter:


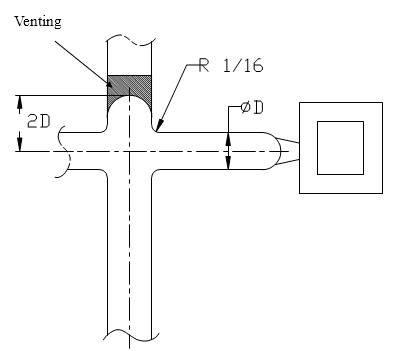
7.Cold slug well. It’s used for receiving the cold material first emerging from the nozzle and needed at the end of runner whenever possible and should be vented also.
8.Gate
8.1 The following items must be kept in mind when designing gate:
1. Easily removed and Min. vestige left;
2. Multi-caviies mold can be balanced;
3. Large parts that require multiple gates should include gates that are positioned close enough together to reduce pressure loss. This will help provide good weld line strength by minimizing cooling where the leading edges of resin flow come together. Gating dimensions should provide resin fill at reasonable pressures and fill speeds.
4. Gate land lengths should be kept as short as possible.
5. An impinging gate will help ensure that the incoming flow is directed against the cavity wall or core to avoid jetting.
6. To avoid trapped gas, the resin flow from the gates should direct air toward the vents.
7. Gates should be located to provide flow from thick to thin sections; to minimize weld lines; and away from impact or other stressed areas.
8. To minimize jetting, splay and gate blush, the gates should be located at right angles to the runner;
9. Direct gating to a cosmetic surface may cause surface imperfections.
10. Rheological Properties
11. Normal wall thickness
12. Part weight
13. Melting temperature
14. Mold temperature

8.2 Gate Design
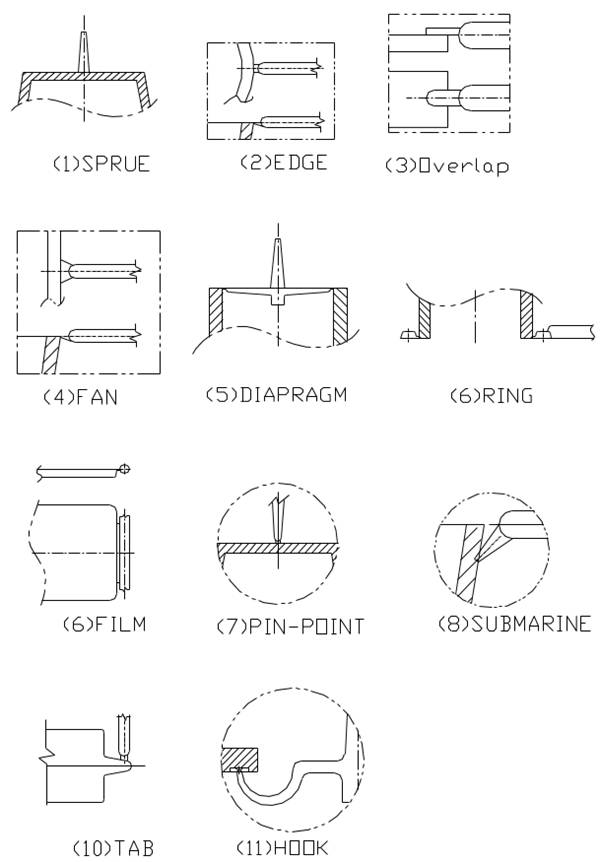
8.2.1 The Sprue Gate
| Benefits | 1.Good fluidity2.Simple construction |
3.Wide range of resin applicable
4.Good filling ability of material
5.Little retraction denting on surface of molded products.
6.Eliminated the processing at runner.
7.Less pressure loss
8.Can mold large or greater depth molded products.Shortcomings1.Only one product per mold.2.Gate residue exists and could affect appearance and adding the post processing.
3.For flat, shallow products, it tends to cause distortion and twisting.
4.Need to determine the gate circulation
5.Gate nearby has high residual stress and likely to cause crack or deformation.ApplicationSuitable for container type large part.Suitable plastics:
Polyvinyl Chloride, PVC
Polyethylene, PE
Polypropylene, PP
Polycarbonate, PC
Polystyrene, PS
Polyamide, PA
Polyacetal, Polyoxy Methylene, POM
Acrylonitrile-Butadene, AS
Acrylonitrile-Butadene-Styrene, ABS
Acrylic Resin, PMMA
8.2.2 Edge Gate
| Benefits | Low residual stress.Correct gate size (rectangular cut) |
Easy to separate gate from molded products.
Can prevent the reverse flow of material.
Friction heat at the gate can raise the material temperature to promote the filling.ShortcomingsLarge fluidity resistance High pressure loss
Likely to have insufficient filling or solidifying midway for material of poor fluidity.
Flat or large area molded products is easy to have bubbles or flow mark, due to narrow gate.ApplicationSuitable plastics :Polyvinyl Chloride, PVC, Polyethylene, PE, Polypropylene, PP, Polycarbonate, PC, Polyamide, PA, Polyacetal, Polyoxy Methylene, POM, Acrylonitrile-Butadiene, AS, Acrylonitrile-Styrene-Styrene, ABS, Acrylic Resin, PMMA, short fiber plasticsOften used in multi-mold cavity mold.
The design of automatic degating of edge gate:

8.2.3 Overlap Gate
| Benefits | Can prevent reverse flow of materialFriction heat can raise material temperature to enhance filling |
| Benefits | Can prevent reverse flow of materialFriction heat can raise material temperature to enhance fillingCan prevent jetting
Can prevent twisting and cracking at gate nearby due residual stress |
| Shortcomings | High pressure loss.difficulty in cutting off gate |
| Application | Don’t use it for PVC |
8.2.4 Fan Gate

| Benefits | Good fluidityCan fill evenly and prevent deformation of molded product. |
Low Gate orientation
Product appearance good, almost free of defects.ShortcomingsTime consuming in gate processingdifficult to cut out gate part.ApplicationEspecially suitable for composite material with strong orientationLarge Part with a thin wall
Especially suitable for PMMA plate
8.2.5 Diaphragm Gate

| Benefits | Good fluidity.High precision in round molding product |
Can prevent occurrence of flow mark
Saved runner processing
Has the function of direct gate, low-pressure loss.ShortcomingsTime consuming in gate post -processing.difficult in gate cutting off.
Used in single cavity mold.
Product hole center needs be aligned with runnerApplicationSuitable for disk, cylindrical product (gear or deep small cylinder)
8.2.6 Ring Gate
| Benefits | Can prevent occurrence of flow mark and tilt of core pins.Can evenly fill cylindrical product and avoid the forming of soldering line or deformation, eccentric due regional over filling |
| Shortcomings | Time consuming in gate post -processing.difficult in gate cutting off. |
| Application | Suitable for disk, cylindrical product (gear or deep small cylinder) |
8.2.7 Film Gate

| Benefits | Good fluidity.High precision in round molding product. |
Can fill evenly and prevent deformation of product.
Can produce good appearance product, almost free of defective piece.ShortcomingsTime consuming in post processing of gate.difficult in cutting out gate portion.ApplicationDisk, cylinder (gears, etc) or large think wall part
8.2.8 Tab Gate
| Benefits | Has remolding capacity: before entering molding space, the flow is held to reheat the resin to compensating runner cooling and improve fluidity.Low residual stress: Slow down regional stress concentration at gate and eliminate strain from excessive filling. |
Can eliminate the denting at gate nearby
Can eliminate the strain due excessive filling and generation of flow mark.
Can ease the stress concentration at gate nearby.
Friction heat generated at gate can raise material temperature again.
Holding flow before entering molding space to re-heat resin to compensate the runner cooling and improve fluidity.ShortcomingsRather higher in flow resistanceHigh-pressure loss
It is a little difficult in cutting off gate.
Troublesome in post- processing.ApplicationThis kind of gate is often used when it is desired to set at the side face or central space of molded product, or prevent gas burning or strain, for poor fluidity resin shall set large gate.Use for improvement in products easy to form jetting or burn.
Especially suitable for PMMA par
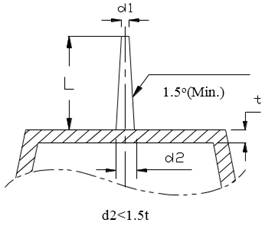
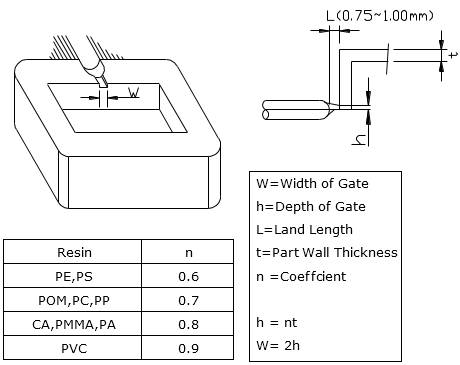
8.2.9 Pin-Point Gate

| Benefits | Has plastering capacityAuto cut-off of gateLittle gate trace, free of post-processing
Free choice of gate location Gate can be filled in from several points, low stress and strain. Suitable for multiple piece molding. Has the benefit of restricted gate. |
| Shortcomings | High flow resistanceEasy to be overheatingComplicate mold construction
Resin / Product ration low. Some resins are not suitable. High pressure loss |
| Application | For large piece, multi-gate application, one shot molding, one time multi-molding |
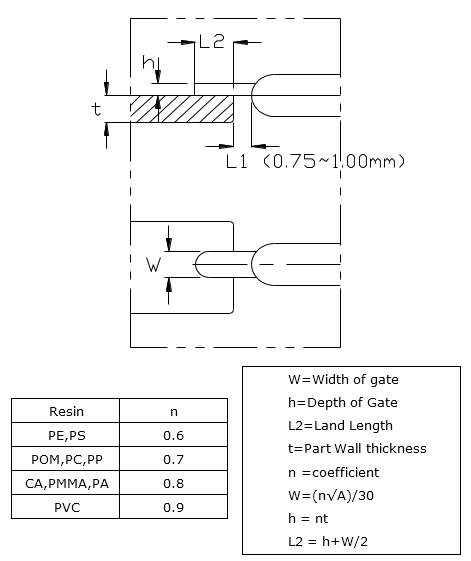
8.2.10 Submarine Gate

| Benefits | Has plastering ability.Gate automatically cut off, free of post processing.
Small gate trace. Can freely set gate at outer or inner sides of product. |
| Shortcomings | High f low resistanceDifficult to work on the finishing side.
High pressure loss |
| Application | Needs no post-processing. Applicable for feeding system automatic separation |
The preferred gate section shape:

Gating from pin:

Runner insert:used for flat part

To ensure a same size of gate in a multicavity mold, A straight segment is desired :
8.2.11 Hook Gate
Used when gate vestige on part appearance is not permited and submarine can’t work.
The balance ejection of hook gate:
The making of hook gate insert:
8.3 runner scale
Used for the easy adjustment of molding parameter with multi-cavity mold or precision mold.
